








¿Cómo impactan en el éxito de nuestras aplicaciones?
Autor: Ing. Agr. (Esp.) Facundo Menta
En la actualidad podemos afirmar que tanto la eficiencia de los tratamientos, como la reducción de la deriva, constituyen los ejes fundamentales de los trabajos de pulverización agrícola. La presión de trabajo, la velocidad de avance, el caudal por hectárea, la altura del botalón, el tamaño de gota generado, la ubicación del objetivo y las características propias de los fitosanitarios, son algunas de las múltiples variables que se conjugan durante una aplicación. Y por ello, se vuelve esencial conocerlas y entender su impacto, para llegar a regulaciones acordes de acuerdo al escenario. En ese sentido existe un componente dentro de las pulverizadoras, responsable en gran medida del modo en que fragmentamos el caldo, las boquillas o puntas de pulverización. Esta breve reseña tiene como objetivo abordar de manera simple y práctica las generalidades (y ciertas particularidades) de las boquillas más utilizadas en la agricultura extensiva actual.
Se trata de piezas de tamaño reducido, que de acuerdo a su estructura terminarán por definir un patrón propio de salida del fluido. En otras palabras, determinarán el tamaño de la población de gotas que se liberan al ambiente (que podrán ser más o menos uniformes), y que tendrán como objetivo la llegada a destino, con un cierto nivel de cobertura. La tecnología nos ha provisto en el último tiempo de un gran surtido de opciones de boquillas, por lo que conocerlas a fondo, nos permitirá seleccionarlas de manera adecuada según el tratamiento de turno.
Opciones
Podemos englobar a las boquillas en 3 grandes grupos de acuerdo a su patrón característico de asperjado. Aquellas que generan un abanico plano, las que determinan un cono hueco en su interior y aquellas que dan como resultado un cono completamente lleno.
Las boquillas de abanico plano, a su vez, tienen un gran número de variantes de acuerdo a su morfología y a la presencia o no de asistencia por aire. El menor tamaño de gota (tamaño fino) lo generan las tradicionales abanico plano (XR, AXI, WR, según la marca). Ya situadas en la conformación de tamaños medios de gota, encontramos a las boquillas con pre-orificio llamadas de baja deriva (DG, ADI, LD). Las denominadas granangulares, moldean gotas de medianos tamaños a gruesos, y encontramos aquí a las llamadas por la jerga como “martillito” (TT) o las ST. La tecnología de aire inducido (genera gotas de más peso y con mayor velocidad de salida), introducida para un mayor control de la deriva, se acopla a la mayoría de las variantes de boquillas recién mencionadas, aumentando drásticamente los tamaños de gotas, dando como resultado gotas muy gruesas a extremadamente gruesas. Aquí encontramos las boquillas AI, AIXR, AVI, CVI, TURBODROP, AIRMIX, entre otras. Existen también dentro de este grupo, boquillas con doble orificio de salida, denominadas como doble abanico, en las que se divide el caudal total individual en dos.
Como puede observarse, el abanico (valga la redundancia) de posibilidades es muy amplio y por ende los tamaños de gota a generar también. Es importante aclarar (para toda boquilla dentro de este grupo), que por su patrón de distribución en forma de campana, se debe asegurar siempre una superposición de al menos el 30% entre los abanicos de boquillas contiguas.
Las boquillas cono hueco, son famosas por generar tamaños de gotas muy finos a finos, y que a través de la dinámica de movimiento circular del asperjado, ofrecen cierta ventaja respecto a las boquillas de abanico plano a la hora de atravesar barreras vegetales y de rastrojo voluminoso. Aquí nos encontramos con variantes mucho más acotadas. Están aquellas conformadas por un disco y un núcleo, y que a través de las diferentes combinaciones de una y otra pieza, otorgan diferentes caudales individuales. Las más comunes, D5N13/D5N23. También están las boquillas tradicionales de cuerpo único, como por ejemplo los modelos TX, ATR, TXA, ATI, HCI. En estos últimos años, la inducción de aire también se sumó a las boquillas cono hueco. Aquí tenemos por ejemplo a las AITX, TVI, HCA, conocidas como las cono hueco antideriva. Estas boquillas generan tamaños de gota gruesos a muy gruesos, en contraste a los generados por las cono hueco propiamente dichas.
Las boquillas cono lleno, normalmente no ofrecen variedad de modelos y son en su mayoría de un solo cuerpo (ATF, FCC), aunque podemos encontrarlas bajo el formato disco/núcleo en algunas marcas de boquillas también.

Figura 1. Cada uno de los diferentes formatos de boquillas y sus principales variantes.
Las boquillas, sea cual sea su formato, nos permitirán una adecuada distribución del caldo en la superficie a tratar, producirán un tamaño de gota determinado, fijando un cierto caudal aplicado por superficie (lts/ha).
Este último punto tiene que ver con que las pastillas (o al menos la gran mayoría), presentan una codificación universal de colores que determinan un cierto caudal individual. Caudal que está expresado en galones/min (un galón = 3,8litros) a una presión de 2,8 bares.
Así, por ejemplo, a las boquillas amarillas las nombramos tambien como “boquillas 02”. Las tablas de boquillas de las diferentes empresas, nos proporcionan directamente el caudal individual en litros por minuto para cierto color de boquillas, a diferentes presiones. De dicho modo y a través de la fórmula para equipos con barral, podemos determinar el caudal por hectárea a arrojar, a una determinada velocidad y distanciamiento entre boquillas. Las tablas de caudales de los catálogos de boquillas, son cuadros de doble entrada que utilizan la información de dicha fórmula, y son sumamente útiles (por no decir imprescindibles) a la hora de definir técnicas de aplicación y plantear regulaciones.
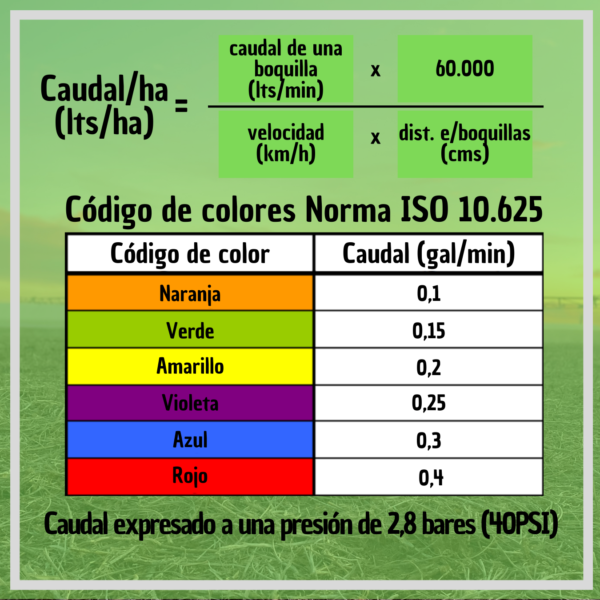
Figura 2. Arriba: Fórmula para determinación del caudal/ha en equipos pulverizadores con barral. Abajo: Cuadro con la codificación internacional de colores de boquillas de acuerdo a su caudal individual según la norma.

Figura 3. Cuadro de caudales por hectárea, según caudal individual de boquillas a una determinada presión y la velocidad de avance, para distanciamiento entre boquillas de 50cm. Catálogo Albuz.
Al seleccionar una boquilla (formato y color), estaremos situando a la población de gotas originada, dentro de un rango posible de tamaños dentro del cual se moverán, y que terminará por definirse tras el ajuste del resto de las variables (sobre todo de la presión).
Todas las boquillas tendrán un ángulo de asperjado característico (tomado en general los 3 bares de presión), que comúnmente es de 80° o 110°, pudiendo existir algunos modelos con menor o mayor graduación (por ejemplo, ST con su ángulo de 135°). Este dato será clave para la configuración de la altura de trabajo del botalón.
A la hora de nombrar las boquillas, el ángulo va por delante del número que identifica el caudal individual de la boquilla (ej: ADI 110-02). A su vez existen algunos formatos de boquillas que presentan la opción de uno u otro ángulo (ej: XR 110-02 / XR 80-02). En estos casos, la variación del ángulo generará (aunque mínimas) modificaciones en los tamaños de gota. Digamos que a misma presión, la boquilla de mayor ángulo romperá más las gotas para poder conformar el abanico, haciendo que el diámetro de la población de gotas por ende disminuya, respecto a la de menor ángulo. La forma de observar todas estas variaciones a campo, es (como siempre) a través de las tarjetas hidrosensibles, que reflejarán normalmente, la información que las empresas suministran en los catálogos y sus tablas.
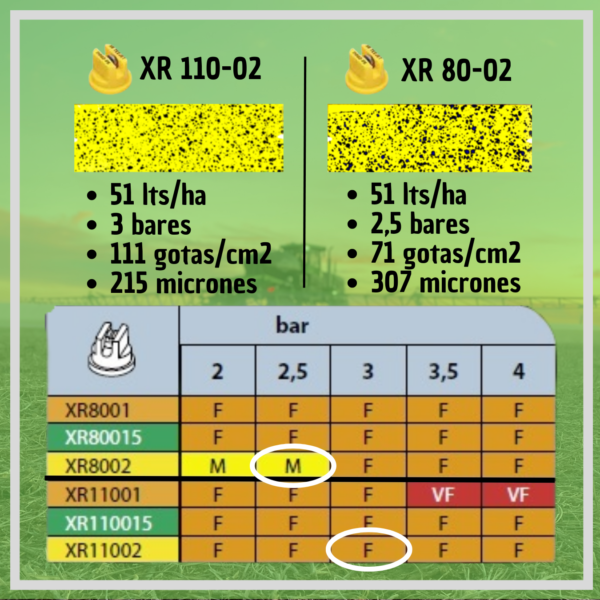
Figura 4. Arriba: Datos obtenidos de las variables DVM e Impactos/cm2 para un mismo formato de boquilla (ángulo de asperjado diferente), simulando situación de barbecho, con tarjetas totalmente descubiertas. En ambos casos el caudal erogado fue de 51lts/ha. Para la boquilla 110-02 la velocidad de avance fue de 18 km/h y la presión de 3 bares. Para la boquilla 80-02, la velocidad de avance de 16,5 km/h y la presión de 2,5 bares. Distancia entre boquillas de 52,5cm. Condiciones climáticas a campo durante la prueba: Viento medio a razón de 7km/h, Delta T de 5°C. Menta F. 2022, datos sin publicar. Abajo: Cuadro de tamaño de gota para boquilla XR (ángulos de asperjado de 80° y 110°), según caudal individual y presión. Catálogo Teejet.
La boquilla adecuada, será aquella que determine un tamaño de gota capaz de poder cubrir los requerimientos de cobertura en objetivo de la aplicación de turno, buscando siempre minimizar los riesgos potenciales de deriva. Bajo este análisis, conocer de antemano los potenciales trabajos que pueden brindarnos las diferentes boquillas, nos permitirán poder seleccionarlas adecuadamente.
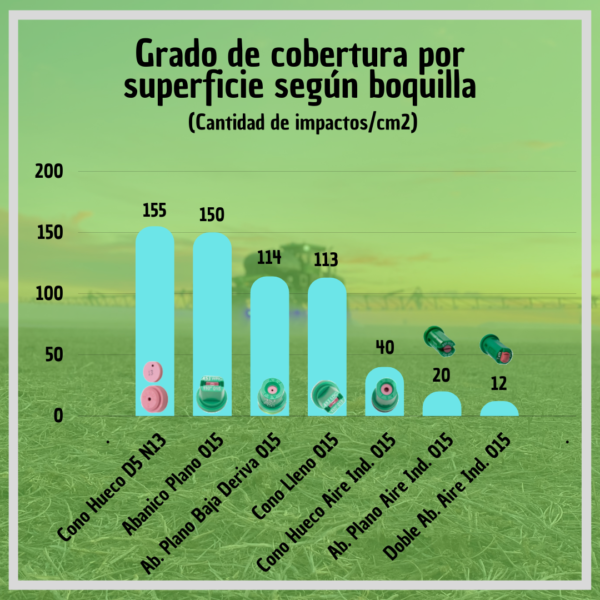

Figura 5 y 6. Datos promedios obtenidos de las variables DVM e Impactos/cm2 para cada formato de boquilla, simulando situación de barbecho, con tarjetas totalmente descubiertas. En todos los casos el caudal erogado fue de 51lts/ha, la presión de 3 bares, la velocidad de avance de 14 km/h y la distancia entre boquillas de 50cm. Condiciones climáticas a campo durante la prueba: Viento medio a razón de 2km/h, Delta T de 8°C. Menta F. 2023, datos sin publicar.
Materiales
Un último aspecto a resaltar sobre las boquillas (y no menos importante), es el material del cual están fabricadas, y básicamente las variantes hoy en día son tres. Acero inoxidable (cada vez quedan menos), plástico/polímero y cerámica. La resistencia al desgaste del material es fundamental para garantizar que el patrón característico de distribución de la boquilla no se vea alterado y que no existan variaciones de erogación de fluido en el tiempo, en criollo: “que toda la barra tire parejo”. En este sentido, la cerámica saca cierta ventaja, siendo la de menor desgaste en el tiempo con una relación aproximada respecto al plástico de 5 a 1 en cuanto a su durabilidad sin alteraciones significativas, y de 20 a 1 respecto a las boquillas compuestas por acero inoxidable. Sea cual sea el material, lo importante es realizar con constancia inspecciones visuales de los patrones de asperjado y medir frecuentemente el desgaste de las boquillas a fin de detectar variaciones, para proceder a sustituirlas en tal caso.
Conclusiones
Tras este análisis, podemos concluir en que el conocimiento del trabajo de las boquillas y sus potencialidades, nos permitirá la definición de técnicas que aseguren niveles de coberturas suficientes en objetivo, por medio de tamaños de gotas lo más seguros posibles desde el punto de vista de la deriva. Otro paso más para acercarnos a la premisa de ser simultáneamente eficientes y sustentables en los tratamientos que realizamos dentro del sistema agrícola actual.